|
|
Ремонт двигателяНеобходимость в ремонте двигателей ЗМЗ-4061, -4063 наступает после пробега 200—250 тыс. км в зависимости от условий эксплуатации. К этому пробегу зазоры достигают величин, вызывающих падение мощности, уменьшение давления масла в масляной магистрали, резкое увеличение расхода масла (свыше 0,25 л/100 км), чрезмерное дымление двигателя, повышенный расход топлива, а также повышенные стуки.Величины зазоров в сопряжениях основных деталей вследствие износа не должны превышать величин, указанных для двигателей ЗМЗ-4025, -4026. Работоспособность двигателя может быть восстановлена либо заменой изношенных деталей новыми стандартного размера, либо восстановлением изношенных деталей и применением сопряженных с ними новых деталей ремонтного размера. Для этой цели предусмотрен выпуск поршней, поршневых колец, вкладышей шатунных и коренных подшипников коленчатого вала, направляющих втулок впускных и выпускных клапанов и ряда других деталей ремонтного размера. Снятие двигателя с автомобиля Для снятия двигателя автомобиль необходимо установить на смотровую канаву или эстакаду с общим и переносным освещением. Рабочее место должно быть оборудовано талью или другим подъемным устройством грузоподъемностью не менее 300 кг. Работу по снятию двигателя производить в следующем порядке: - открыть капот, отвернуть четыре болта крепления его к петлям и снять капот; - слить охлаждающую жидкость из системы охлаждения двигателя, отвернув пробку на радиаторе и открыв краники на блоке цилиндров и отопителе. При этом пробка расширительного бачка должна быть снята; - слить масло из картера двигателя и коробки передач, отвернув пробки сливных отверстий. После слива масла пробки поставить на место и туго затянуть; - снять аккумуляторную батарею. Работы, проводимые с левой стороны автомобиля: - отсоединить разъемы и клеммы проводов от катушек зажигания и датчиков: указателя давления масла, сигнальной лампы аварийного давления масла, сигнальной лампы перегрева охлаждающей жидкости, указателя температуры охлаждающей жидкости, температурного состояния двигателя; - отсоединить шланги от радиатора, насоса охлаждающей жидкости и крышки термостата и снять их; - отсоединить провод «массы»; - отвернуть болт крепления левой подушки к кронштейну на двигателе. Работы, проводимые с правой стороны автомобиля: - отсоединить провода от генератора и стартера; - отсоединить разъемы проводов от датчиков детонации и положения коленчатого вала (датчика синхронизации); - отсоединить воздухозаборный шланг от воздушного фильтра и воздухозаборного патрубка и снять шланг; - отсоединить шланги вентиляции картера от патрубков крышки клапанов, воздушного фильтра и трубки карбюратора, снять их; - снять крышку и фильтрующий элемент воздушного фильтра; - отогнуть усы стопорных шайб и отвернуть гайки крепления корпуса воздушного фильтра, осторожно снять гайки и стопорные шайбы, исключив попадание их в двигатель; — снять корпус воздушного фильтра с фланцем и прокладками, закрыть карбюратор чистой салфеткой; — отсоединить от карбюратора тросик привода дроссельных заслонок и тягу воздушной заслонки; — отсоединить наконечник тросика привода дроссельных заслонок от кронштейна на двигателе; — отсоединить от карбюратора шланг топливопровода перепуска топлива, шланги к электромагнитному клапану системы экономайзера принудительного холостого хода; — отсоединить два шланга отопителя от двигателя; - отсоединить шланги вакуумного усилителя привода тормозов и датчика абсолютного давления от впускной трубы; — отсоединить от фильтра тонкой очистки топлива подводящий шланг; - отвернуть болт крепления правой подушки к кронштейну на двигателе. Работы, проводимые спереди автомобиля: — снять решетку облицовки радиатора, ослабив болты крепления; - отсоединить трос замка капота; - отвернуть болты, снять верхнюю панель облицовки радиатора; —отвернув болты, снять планку нижнего крепления облицовки радиатора; - отсоединить шланги от расширительного бачка к корпусу термостата и распределительному патрубку; - отвернуть болты крепления радиатора и снять его; - зацепить двигатель за грузовые проушины и натянуть цепь тали. Работы, проводимые внутри кузова автомобиля: - подтянуть к рукоятке рычага переключения передач наружный резиновый уплотнитель пола; - снять резиновый защитный уплотнитель с колпака горловины корпуса рычага переключения передач; - отвернуть колпак с горловины корпуса рычага и вынуть рычаг из горловины вверх; - закрыть отверстие в горловине чистой салфеткой. Работы, проводимые снизу автомобиля: - снять карданный вал в сборе;
- установить пробку-заглушку (см. рис. 4.40) в отверстие удлинителя коробки передач; - отсоединить провода от выключателя света заднего хода на коробке передач; - отсоединить трос привода спидометра от коробки передач; - отвернуть два болта крепления рабочего цилиндра привода выключения сцепления и отсоединить цилиндр от картера сцепления; - отсоединить кронштейн крепления приемных труб системы выпуска отработавших газов от коробки передач; - отсоединить приемные трубы системы выпуска отработавших газов от выпускного коллектора; - отвернуть гайки крепления задней опоры двигателя к коробке передач; - отсоединить поперечину от кронштейнов лонжеронов автомобиля; - снять поперечину; - вынуть двигатель в сборе со сцеплением и коробкой передач. Разборка двигателя Двигатель перед разборкой должен быть тщательно очищен от грязи. Разборку и сборку двигателя рекомендуется производить на стенде, позволяющем устанавливать двигатель в положениях, обеспечивающих свободный доступ ко всем деталям во время разборки и сборки. Разборку и сборку двигателей необходимо производить инструментом соответствующего размера (гаечные ключи, съемники, приспособления), рабочая поверхность которых должна быть в хорошем состоянии. При индивидуальном методе ремонта детали, пригодные для дальнейшей работы, должны быть установлены на свои прежние места. Для этого такие детали, как поршни, поршневые пальцы, поршневые кольца, шатуны, вкладыши, клапаны, гидротолкатели и др., при снятии их с двигателя необходимо маркировать любым способом, не вызывающим порчу деталей (кернение, надписывание, прикрепление бирок и др.), или укладывать их на стеллажи с пронумерованными отделениями, в порядке, соответствующем их расположению на двигателе. При обезличенном методе ремонта двигателей надо помнить, что крышки шатунов с шатунами, крышки коренных подшипников с блоком цилиндров, крышки опор распределительных валов с головкой цилиндров обрабатываются в сборе, и поэтому их разукомплектовывать нельзя. Коленчатый вал, маховик и сцепление на заводе балансируются отдельно, поэтому они взаимозаменяемы. Картер сцепления обрабатывается отдельно от блока цилиндров и также взаимозаменяем. В гидронатяжителях разукомплектация корпуса с плунжером не допускается. Разборку двигателя рекомендуется выполнять в следующем порядке: - вынуть вилку выключения сцепления; - снять с двигателя коробку передач; - снять вентилятор; - снять картер сцепления и стартер; - установить двигатель на стенд для разборки; - ослабить болты крепления шкива наcoca охлаждающей жидкости; - ослабить болт крепления натяжного ролика; - ослабить натяжение ремня путем вывертывания болта перемещения натяжного ролика, снять ремень; - отвернуть болты крепления шкива насоса охлаждающей жидкости, снять шкив, отражатель шкива; - снять провода с наконечниками со свечей зажигания, вывернуть свечи; - отсоединить провода высокого напряжения от разъемов катушек зажигания, снять провода в сборе с наконечниками; - отвернуть накидные гайки со штуцеров впускной трубы и выпускного коллектора, снять трубку рециркуляции; - отвернуть болты крепления крышки клапанов, снять крышку клапанов в сборе с катушками зажигания, болтами, скобами и шайбами; — снять топливопровод от топливного насоса к фильтру тонкой очистки топлива; - снять топливный насос; - снять переднюю крышку головки цилиндров; - снять верхний и средний успокоители цепи; - снять крышку с прокладкой верхнего гидронатяжителя цепи; - вынуть гидронатяжитель; - отвернуть болт крепления звездочки распределительного вала впускных клапанов, снять эксцентрик и звездочку; - снять приводную цепь со звездочек распределительных валов; - снять звездочку с распределительного вала выпускных клапанов; - отвернуть болты крепления крышек распределительных валов, снять крышки, фланцы упорные; - снять распределительные валы; - вынуть гидротолкатели с помощью присоса или магнита, расположить их по порядку нумерации цилиндров; - ослабить винты хомутов шлангов подогрева впускного тракта, снять шланги со штуцеров; - ослабить стяжной болт верхнего кронштейна генератора; - отвернуть гайку болта крепления генератора к верхнему кронштейну, снять болт, втулку; - отвернуть гайку болта крепления генератора к нижнему кронштейну, снять генератор; - снять шланги системы рециркуляции со штуцеров карбюратора, термовакуумного включателя, клапана рециркуляции; - ослабить винт хомута трубки топливопровода на штуцере карбюратора, снять шланг со штуцера; - отвернуть гайки крепления карбюратора, снять шайбы, карбюратор, прокладки, проставку; - отвернуть гайки крепления клапана рециркуляции, снять шайбы, клапан, прокладку; - отвернуть болт крепления фильтра тонкой очистки топлива, снять фильтр в сборе с трубками топливопроводов; - вывернуть термовакуумный включатель; - отвернуть гайки крепления впускной трубы, снять шайбы впускной трубы, прокладку; - отвернуть гайки крепления выпускного коллектора, снять шайбы, выпускной коллектор, прокладки; - ослабить хомуты шланга корпуса термостата; - отвернуть винты крепления корпуса термостата, снять корпус, прокладку; - вывернуть штуцер датчиков давления масла; - отвернуть болты крепления головки блока цилиндров, снять болты с шайбами; - снять головку блока цилиндров;
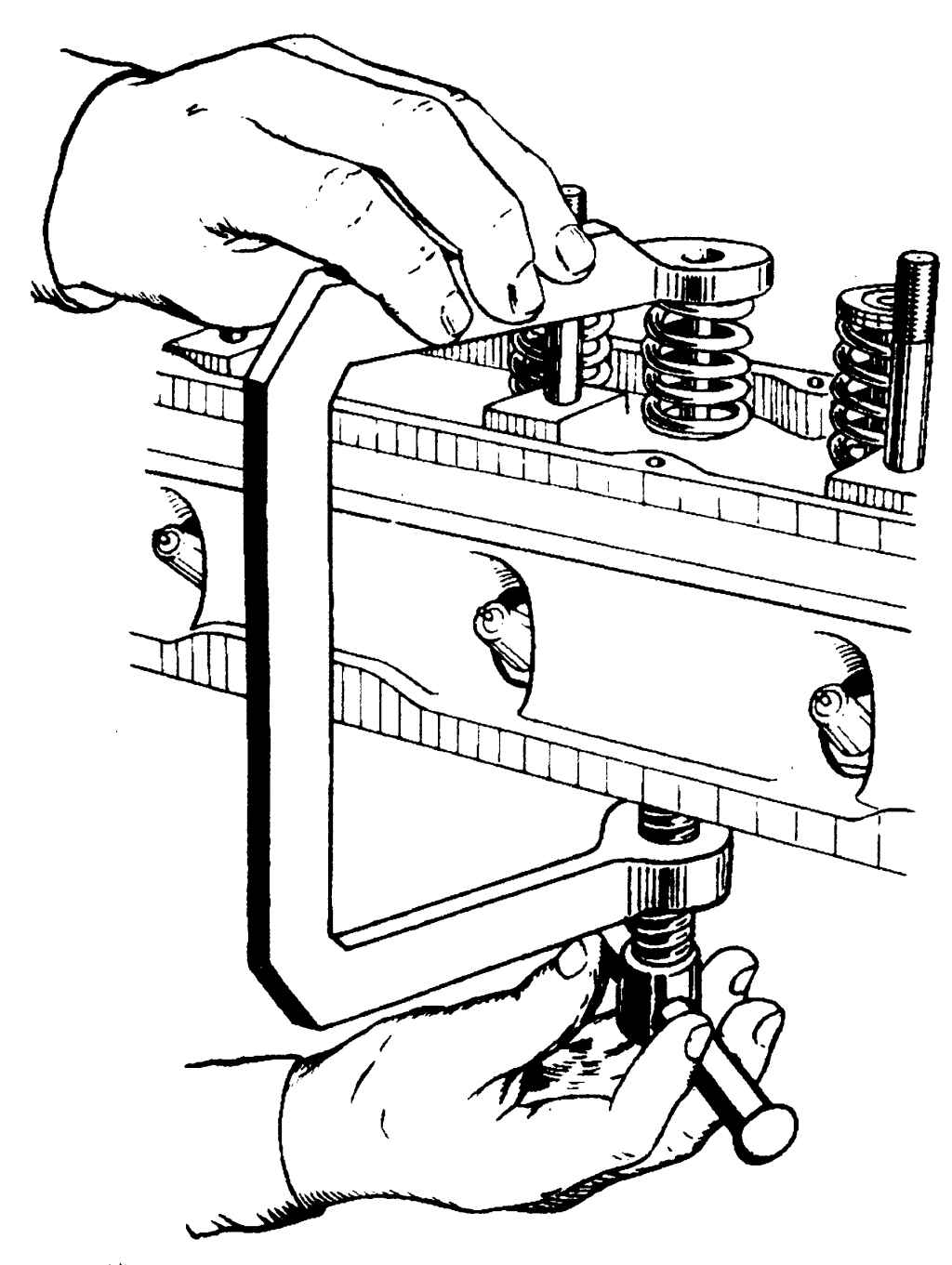
- с помощью приспособления (см. рис. 4.51) произвести демонтаж пружин клапанов. Чтобы тарелка пружин клапана сошла с сухарей, нужно после сжатия пружин слегка ударить рукояткой молотка по тарелке приспособления; - извлечь клапаны, расположить их по порядку нумерации цилиндров; - съемником снять с направляющих втулок маслоотражательные колпачки. Снятие клапанов рекомендуется произвести при ремонте головки блока цилиндров; - перевернуть двигатель масляным картером вверх; - отвернуть болты крепления усилителя картера сцепления к блоку, снять шайбы, усилитель; - отвернуть болты и гайки крепления масляного картера, снять шайбы, масляный картер, прокладку; - отвернуть болт крепления держателя масляного насоса на третьей крышке коренного подшипника; - отвернуть болты крепления масляного насоса, снять масляный насос, прокладку, шестигранный валик привода масляного насоса; - отвернуть стяжной болт коленчатого вала, снять болт, пружинную шайбу; - с помощью приспособления снять шкив коленчатого вала; - отвернуть болты крепления насоса охлаждающей жидкости к крышке цепи, снять болты с шайбами, насос охлаждающей жидкости, прокладку; - отвернуть болт крепления натяжного ролика, снять натяжной ролик; - снять крышку и прокладку гидронатяжителя первой ступени, снять гидронатяжитель; - отвернуть болт крепления датчика синхронизации, снять датчик; - отвернуть винты крепления крышки цепи, снять крышку, кронштейн генератора нижний; - снять цепь второй ступени привода распределительных валов с ведущей звездочки промежуточного вала; - расконтрить болты крепления звездочек промежуточного вала, снять звездочки, цепь; - отвернуть болты крепления фланца промежуточного вала, снять болты с шайбами, фланец; - отвернуть болты крепления крышки привода масляного насоса, снять крышку, прокладку; - отвернуть гайку ведущей шестерни привода масляного насоса, снять шестерню в сборе с гайкой; - вынуть промежуточный вал; - выпрессовать шпонку из промежуточного вала; - с помощью съемника снять втулку и звездочку с коленчатого вала; - отвернуть болт крепления башмака натяжителя цепи первой ступени привода распределительных валов, снять башмак; - отвернуть болт крепления башмака натяжителя цепи второй ступени привода распределительных валов, снять башмак; — вывернуть удлинитель болта башмака, снять удлинитель; - отвернуть болты крепления нижнего успокоителя цепи, снять успокоитель; - отвернуть гайки крепления крышек первого и четвертого шатунов, снять крышки шатунов с вкладышами, вынуть вкладыши из постелей крышек шатунов; - вынуть поршни с шатунами в сборе из первого и четвертого цилиндров; - установить коленчатый вал так, чтобы вторая и третья шатунные шейки находились в верхнем положении, отвернуть гайки крепления крышек второго и третьего шатунов, снять крышки шатунов с вкладышами, вынуть вкладыши из постелей крышек шатунов; - вынуть поршни с шатунами из второго и третьего цилиндров; - вставить в шлицы ведомого диска оправку шлицевую; - отвернуть поочередно, в несколько приемов, болты крепления нажимного диска сцепления, снять диск; - снять ведомый диск сцепления со шлицевой оправкой; - расконтрить болты крепления маховика, снять маховик со штифта; - отвернуть болты крепления задней крышки, снять заднюю крышку в сборе с резиновой манжетой; - отвернуть болты крепления крышек коренных подшипников, снять болты; - снять крышки коренных подшипников съемником, полушайбы упорного подшипника коленчатого вала верхние; - снять коленчатый вал, полушайбы упорного подшипника коленчатого вала нижние; - вынуть коренные вкладыши из постелей блока цилиндров и из крышек коренных подшипников; - установить крышки коренных подшипников в блок согласно нумерации; - закрепить крышки коренных подшипников болтами; - отвернуть гайку крепления датчика детонации, снять шайбу, датчик; - отвернуть масляный фильтр; - вывернуть из блока цилиндров сливной краник; - вынуть шатунные вкладыши из шатунов; - установить крышки шатунов на болты крепления, навернуть гайки;
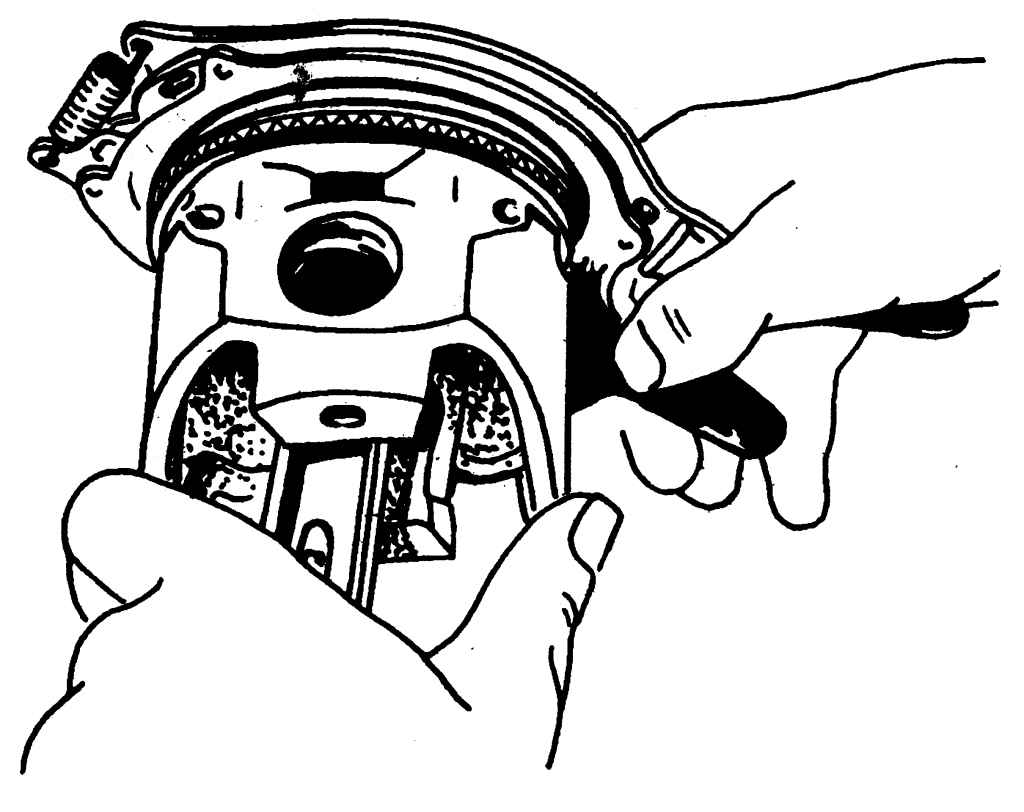
- снять с поршней компрессионные маслосъемные кольца с помощью съемника (см. рис. 4.52); - снять стопорные кольца;
- выпрессовать с помощью приспособления и оправки поршневые пальцы из поршней (см. рис. 4.53). Ремонт деталей, узлов, агрегатов и систем двигателя Блок цилиндров, поршни, шатуны, промежуточный вал Блок цилиндров с пробоинами стенок цилиндров, водяной рубашки и картера или с трещинами верхней плоскости и ребер, поддерживающих коренные подшипники, подлежит замене. В результате износа цилиндры блока приобретают по длине форму неправильного конуса, а по окружности — овала. Наибольшей величины износ достигает в верхней части цилиндров в районе верхнего компрессионного кольца, при положении поршня в ВМТ; наименьший — в нижней части, при положении поршня в НМТ. При ремонте цилиндров предусмотрены два ремонтных размера: 1-й и 2-й. С такими же ремонтными размерами выпускаются поршни и поршневые кольца. Все цилиндры блока должны, как правило, обрабатываться под один и тот же ремонтный размер с отклонениями мм, установленными для цилиндров номинального размера, за исключением случаев, когда требуется «вывести» неглубокие царапины на зеркале цилиндров (в пределах увеличения диаметра цилиндра на 0,10 мм) — в этом случае допускается исправление только дефектных цилиндров. Если для ремонта имеется ограниченное количество поршней, рекомендуется рассчитать отклонения диаметра для каждого цилиндра (исходя из фактического размера диаметра юбки поршня, предназначенного для работы в данном цилиндре с обеспечением зазора 0,036—0,060 мм) и под эти размеры расточить цилиндры. Отклонения формы цилиндров должны располагаться в поле допуска размерной труппы на диаметр цилиндра.
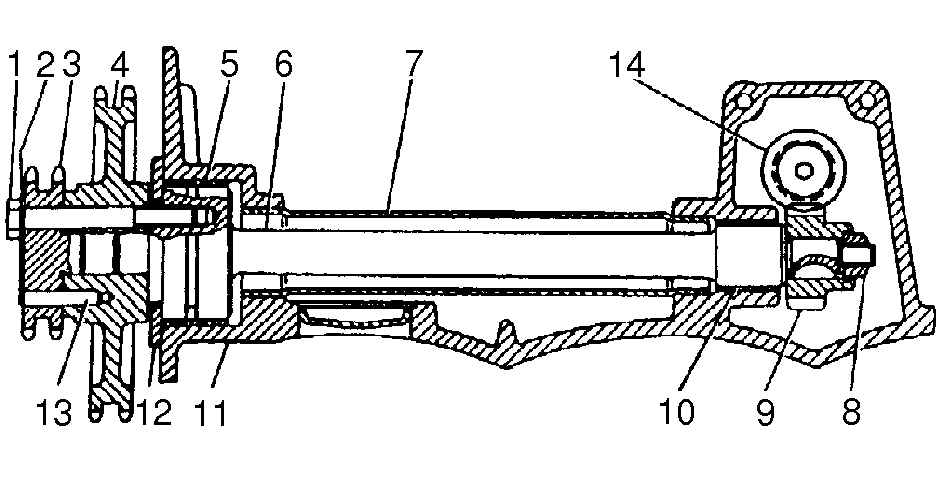
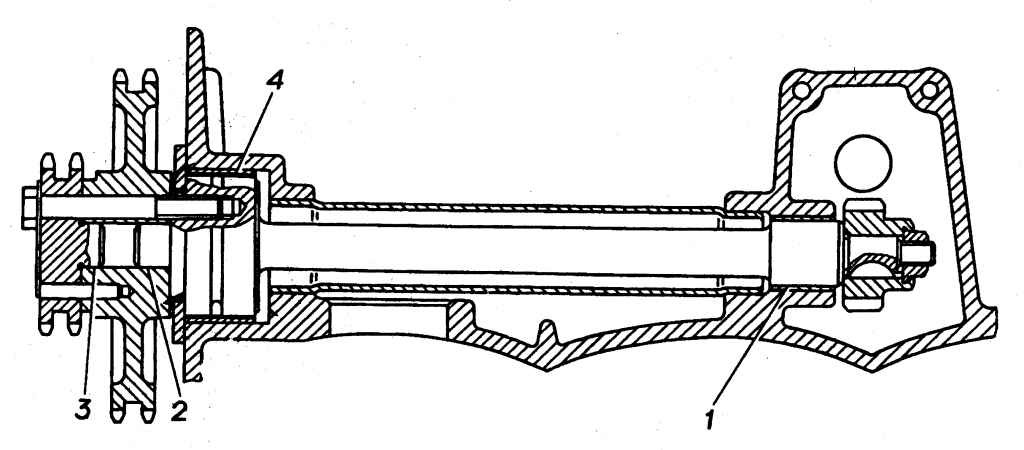
Ремонт втулок опop промежуточного вала заключается в замене их на ремонтные (увеличенной толщины), с последующей расточкой под номинальный или ремонтный размер с допуском, установленным для опор номинального размера — в зависимости от степени износа опорных шеек вала. Перед ремонтом опор необходимо снять трубу 7 (см. рис. 4.120). При установке ремонтных втулок необходимо обеспечить совпадение отверстий масляных каналов. Расточку опор промежуточного вала производить за одну установку для обеспечения соосности. Шейки промежуточного вала шлифуют под ремонтный размер с допуском, установленным для шеек номинального размера, в случае износа, превышающего максимально допустимый. Повреждения резьбовых отверстий в виде забоин или срыва резьбы менее двух ниток восстанавливают метчиком под номинальный размер. Резьбовые отверстия, имеющие износ или срыв резьбы более двух ниток, восстанавливаются нарезанием резьбы увеличенного размера, постановкой резьбовых ввертышей с последующим нарезанием в них резьбы номинального размера или установкой резьбовых спиральных вставок. Последний способ наиболее эффективен и менее трудоемок. Контролируемые параметры при ремонте блока цилиндров, поршней, шатунов и промежуточного вала приведены в табл. 4.12. Таблица 4.12. Контролируемые параметры при ремонте блока цилиндров, поршней, шатунов и промежуточного вала 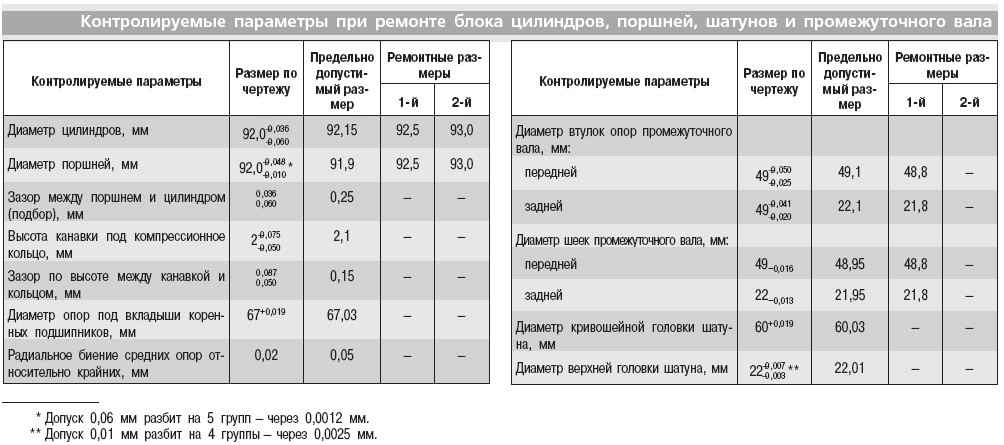 Коленчатый вал При наличии трещин любого характера коленчатый вал подлежит замене. Для удаления продуктов износа в полостях шатунных шеек и в масляных каналах коленчатого вала необходимо вывернуть пробки шеек, прошить (раствором каустической соды, нагретом до 80° С) и металлическим ершиком прочистить полости и каналы. После очистки их необходимо промыть керосином, продуть и высушить сжатым воздухом, после чего завернуть пробки моментом 38—42 Нм (3,8—4,2 кгс·м). При повреждении резьбы в отверстиях до двух ниток ее восстанавливают метчиком под номинальный размер. Если сорвано две и более ниток, то ремонт производят следующим образом: - резьбы в отверстиях под болты крепления маховика — установкой резьбовых спиральных вставок; - резьбы в отверстии под храповик — нарезанием ремонтной резьбы; - резьбы в отверстиях под пробки — нарезанием ремонтной резьбы. Шатунные и коренные шейки, изношенные в пределах ремонтного размера, шлифуют под ближайший ремонтный размер (1-й, 2-й или 3-й) с допуском, установленным для шеек номинального размера (все шейки шлифуют под один ремонтный размер). Острые кромки фасок масляных каналов притупляют конусным абразивным инструментом, а затем шейки подвергают полированию. Контролируемые параметры при ремонте коленчатого вала приведены в табл. 4.13 Таблица 4.13. Контролируемые параметры при ремонте коленчатого вала 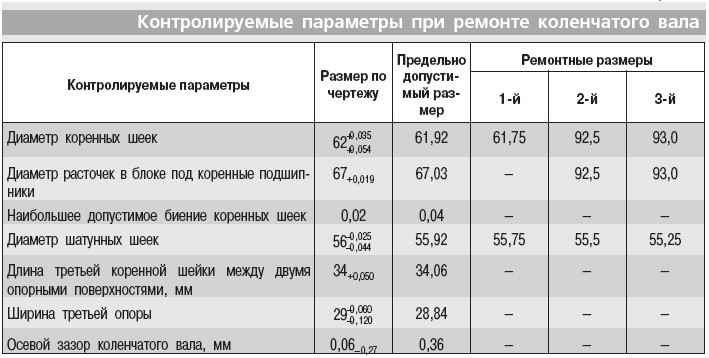 Головка цилиндров, клапанный механизм и распределительные валы При наличии пробоин, прогара и трещин на стенках камер сгорания и разрушения перемычек между гнездами седел клапанов головку цилиндров необходимо заменить на новую. Ремонт резьбовых отверстий аналогичен указанному для резьбовых отверстий блока цилиндров.
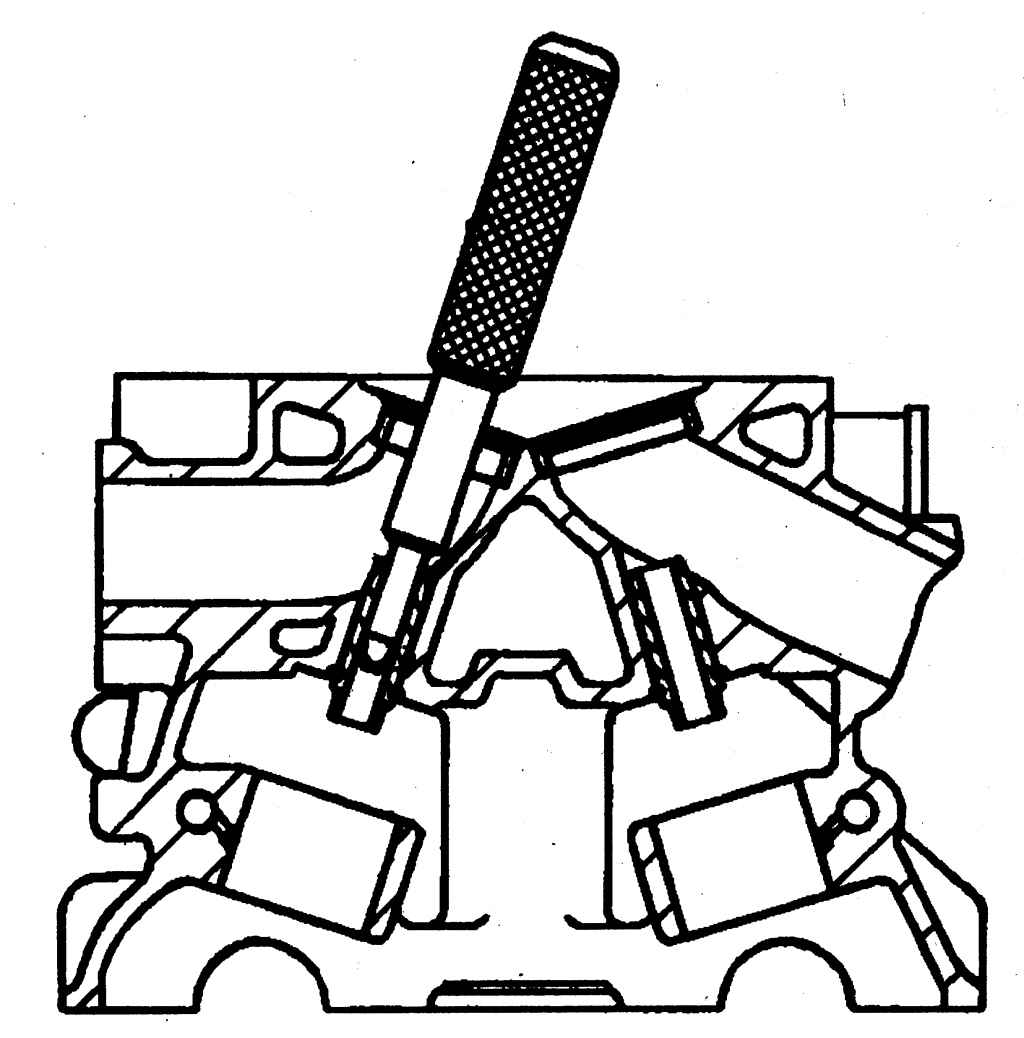
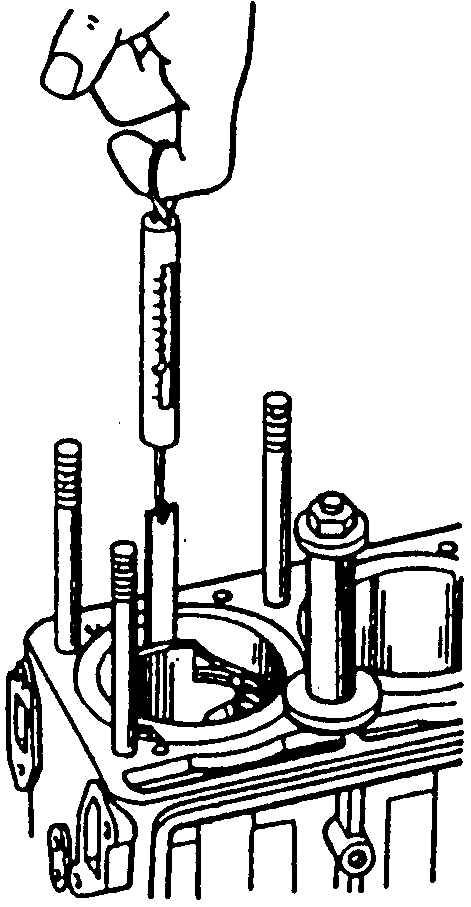
Для проверки герметичности клапанов необходимо залить керосин поочередно во впускные и выпускные каналы головки цилиндров. Протекание керосина из-под тарелок клапанов свидетельствует об их негерметичности. Негерметичные клапаны извлекаются из головки цилиндров с помощью приспособления для сжатия пружин клапанов (рис. 4.133). При разборке клапаны уложить в порядке, соответствующем их расположению в головке, для последующей их установки на прежние места. Перед притиркой клапана следует проверить, нет ли коробления тарелки клапана и прогорания клапана и седла. При наличии этих дефектов восстановить герметичность клапана притиркой невозможно и следует сначала обработать расточкой седло, а поврежденный клапан заменить новым. Если зазор между стержнем клапана и направляющей втулкой превышает 0,20 мм, то следует клапан и втулку заменить новыми. Для запасных частей клапаны выпускаются номинального размера, а направляющие втулки — с припуском на обработку по внутреннему диаметру после запрессовки в головку и с наружным диаметром трех ремонтных размеров: первый — с увеличением на 0,02 мм от номинального, второй — с увеличением на 0,2 мм от номинального, третий — с увеличением на 0,02 мм от второго ремонтного размера (табл. 4.14). Таблица 4.14. Контролируемые параметры при ремонте головки цилиндров клапанного механизма и распределительных валов 
Выпрессовка изношенной направляющей втулки производится с помощью оправки (рис. 4.134). Перед выпрессовкой направляющих втулок необходимо определить ремонтопригодность головки блока цилиндров. Головка блока цилиндров ремонтопригодна, если после обработки седла клапана расстояние от оси распределительного вала до торца стержня клапана, прижатого к рабочей фаске седла, будет составлять не менее 35,5 мм. Если данное условие не выполнено, головка цилиндров ремонту не подлежит. Головка блока цилиндров также не подлежит ремонту, если поверхность, прилегающая к блоку, имеет неплоскостность более 0,1 мм. При установке новых направляющих втулок их надо охладить в двуокиси углерода («сухом льду») до температуры минус 40—45 °C, а головку цилиндров нагреть до температуры плюс 160— 175° С. Втулки при сборке должны вставляться в отверстие головки свободно или с легким усилием. Втулки первого ремонтного размера устанавливаются в головку без дополнительной обработки отверстий в головке, втулки второго и третьего ремонтных размеров — с предварительной расточкой (разверткой) отверстий до диаметра 14,2 мм.
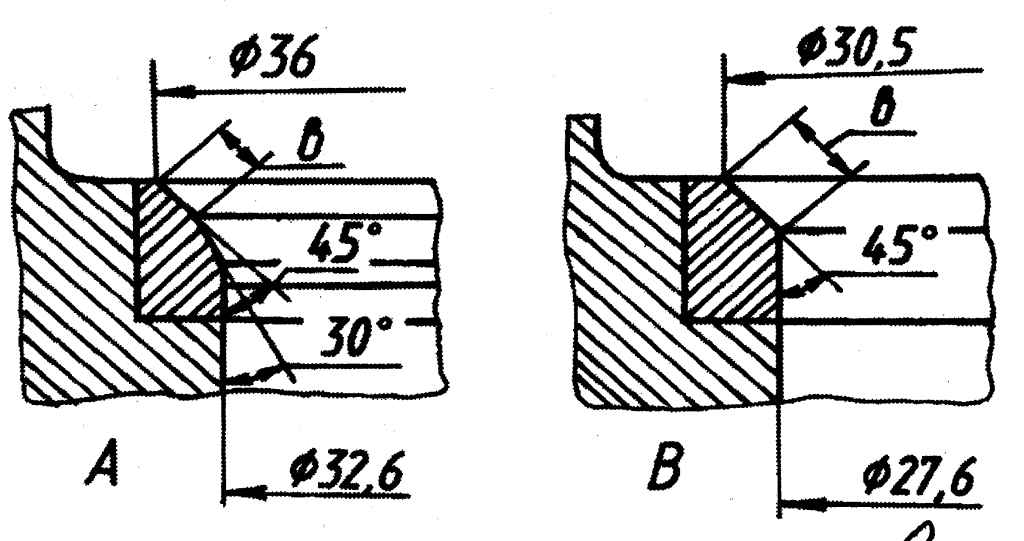
После установки и развертки втулок фаски седел обработать (шлифованием или расточкой), центрируя инструмент по отверстию во втулке. При обработке следует выдерживать размеры, указанные на рис. 4.135, и обеспечить концентричность фаски на седле клапана с отверстием во втулке (биение рабочей фаски седла относительно отверстия втулки допускается не более 0,05 мм). После обработки фасок необходимо уменьшить их ширину с помощью обработки внутренней поверхности седел под углом 30° до размера «в», равного (2±0,4) мм у седел впускных клапанов, (2±0,3) мм у седел выпускных клапанов. Затем притереть клапаны, используя притирочную пасту, составленную из одной части микропорошка М-20 и двух частей масла И-20А. Перед подсборкой головки блока цилиндров необходимо очистить камеры сгорания и впускные, выпускные каналы от нагара и отложений, предварительно смочив нагар керосином, это предотвращает распыление нагара при его удалении и предупреждает попадание ядовитой пыли при дыхании. Протереть и продуть их сжатым воздухом. На установленные направляющие втулки клапанов необходимо одновременно установить с помощью оправки опорные шайбы пружин и напрессовать маслосъемные колпачки. Стержни клапанов смазать маслом, применяемым для двигателя, вставить клапаны во втулки согласно порядку их установки и собрать их с пружинами с помощью приспособления (см. рис. 4.51). Убедиться, что сухари вошли в кольцевые канавки клапанов. Залить керосин во впускные, выпускные каналы и убедиться в герметичности клапанов. Для определения зазора в подшипниках распределительных валов нужно все крышки подшипников установить в соответствии с их номерами. Перед установкой крышек «1», «2», «3», «4», «5», «6», «7» и «8» постелей головки блока цилиндров их необходимо смазать маслом, применяемым для двигателя. Центрирование указанных крышек производится с помощью цилиндрической оправки диаметром 35–0,02 мм, уложенной в постели. После затяжки крышек моментом 19—23 Н·м (1,9—2,3 кгс·м) оправку извлечь в сторону заднего торца головки цилиндров (при этом задняя крышка головки цилиндров должна быть снята). Если в одном из подшипников зазор окажется более 0,15 мм, то нужно заменить либо головку блока цилиндров, либо распределительный вал. Зазор в отверстие под гидротолкатель и гидротолкателем не должен превышать 0,15 мм. При большем зазоре нужно заменить либо гидротолкатель, либо головку блока цилиндров. Поверхности опорных шеек и кулачков должны быть без задиров и глубоких раковин и не иметь износов, превышающих предельно допустимые. После проверки валов необходимо зачистить и отполировать поверхности шеек и кулачков. Контролируемые параметры при ремонте головок цилиндров, клапанного механизма и распределительных валов приведены в табл. 4.14. Гидронатяжитель При ремонте двигателя гидронатяжители необходимо разобрать, промыть их детали и собрать («зарядить»). Разборка гидронатяжителя производится в следующем порядке:
— вывернуть корпус клапана 1 (см. рис. 4.119) из корпуса 4 гидронатяжителя; — вынуть из корпуса 4 пружину 5 и плунжер 3. Сборка гидронатяжителя производится в следующем порядке:
— установить корпус 4 гидронатяжителя на закрепленную вертикально оправку (рис. 4.136); — вставить в корпус гидронатяжителя плунжер 3 (см. рис. 4.119) до упора стопорного кольца 6 на плунжере в оправку, предварительно смазав пару маслом, применяемым для двигателя; — вставить в плунжер пружину 5. На пружину установить корпус клапана 1 гидронатяжителя и, сжимая пружину, завернуть в корпус, при этом стопорное кольцо на плунжере должно находиться в проточке корпуса и препятствовать перемещению плунжера в корпусе.
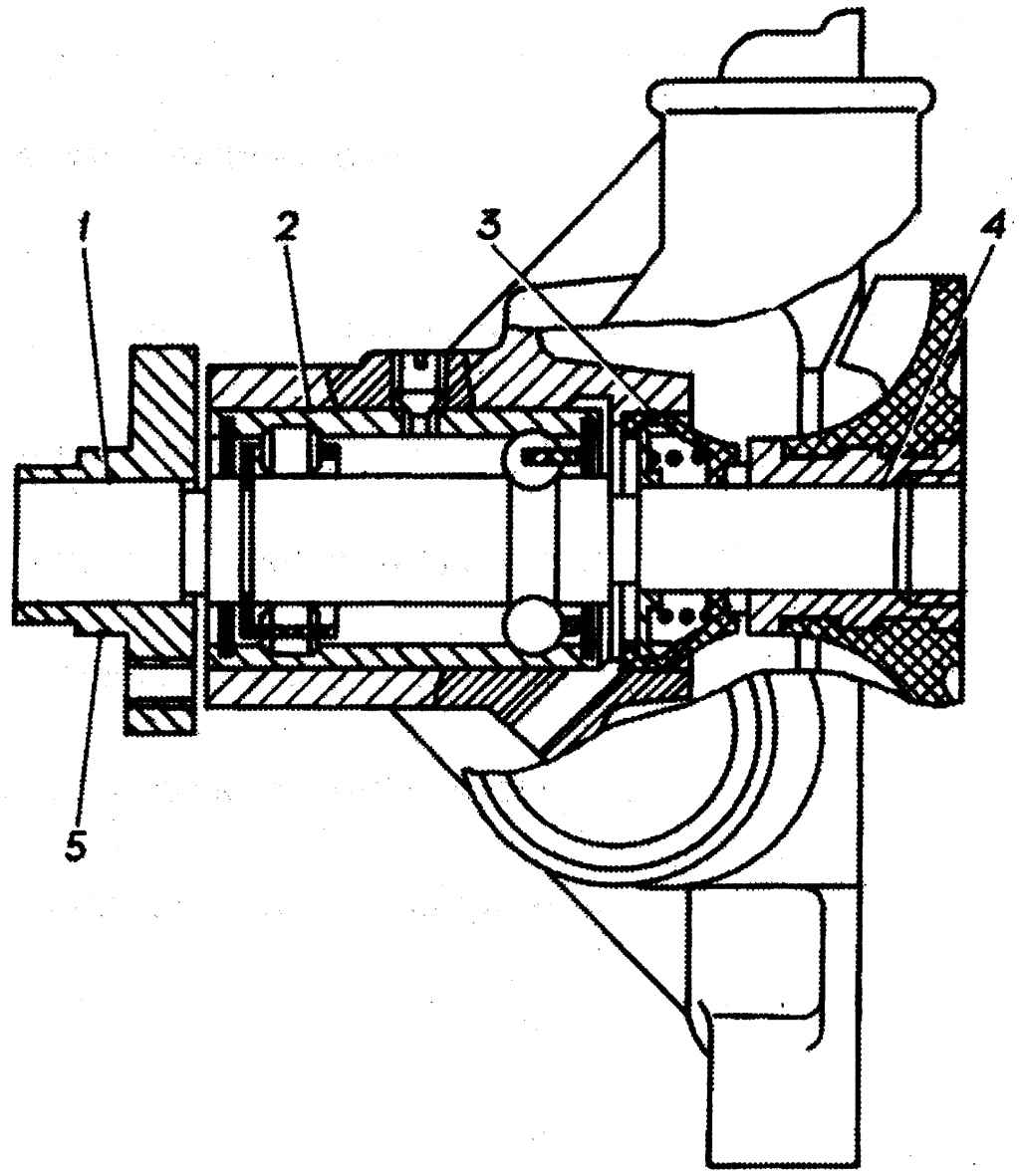
Насос охлаждающей жидкости Разборка и сборка насоса аналогичны указанным операциям для двигателей ЗМЗ-4025, -4026.
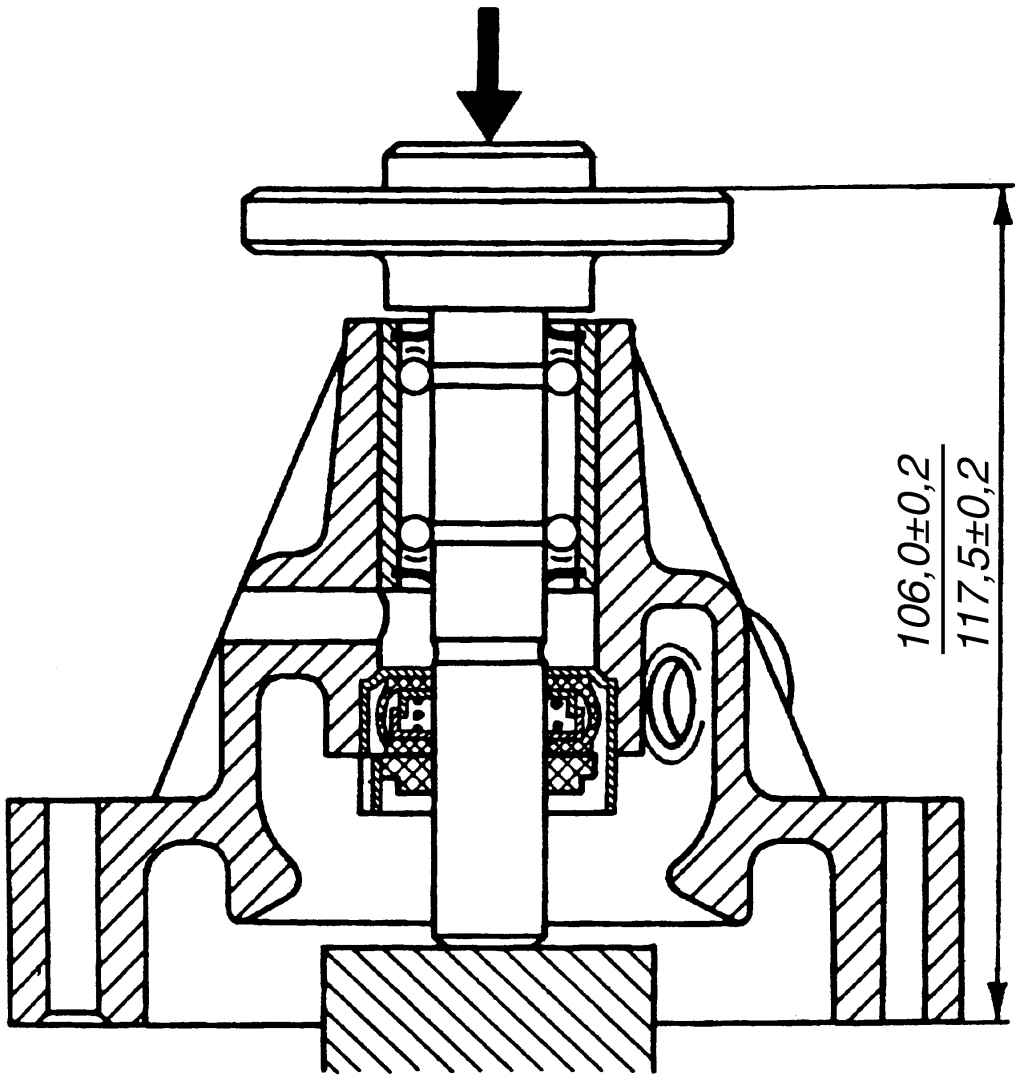
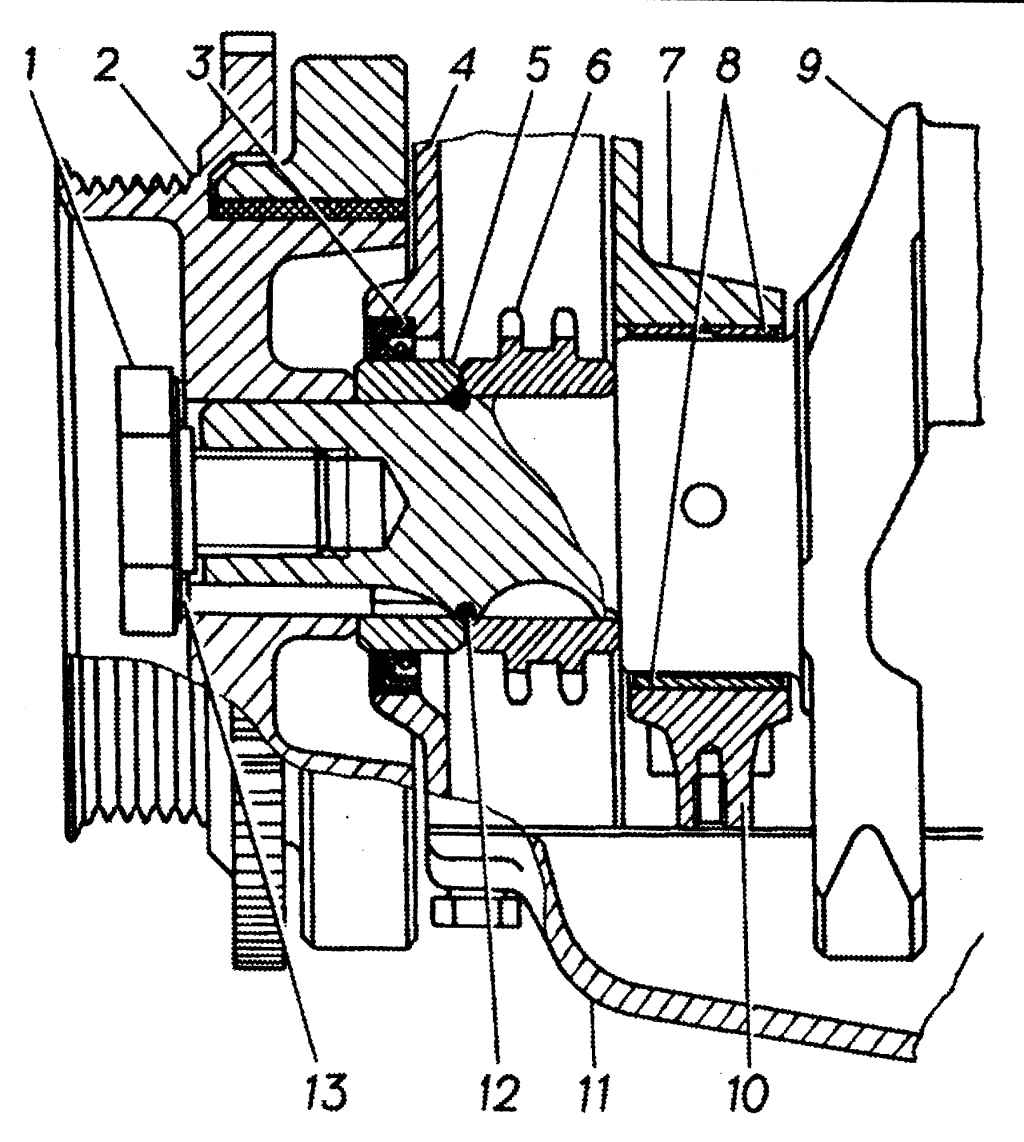
Отличие состоит лишь в том, что при напрессовке на валик подшипника (см. рис. 4.80) ступицы шкива насоса следует выдерживать размер (106±0,2) мм. Масляный насос При неисправностях в системе смазки, вызванных неполадками в работе масляного насоса, его необходимо разобрать. Для разборки необходимо сделать следующее: — отогнуть усы каркаса сетки, снять каркас и сетку;
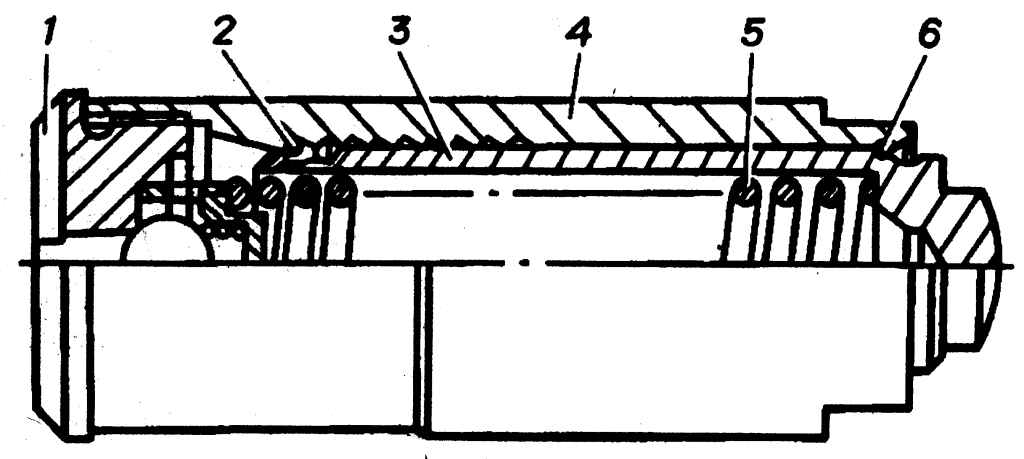
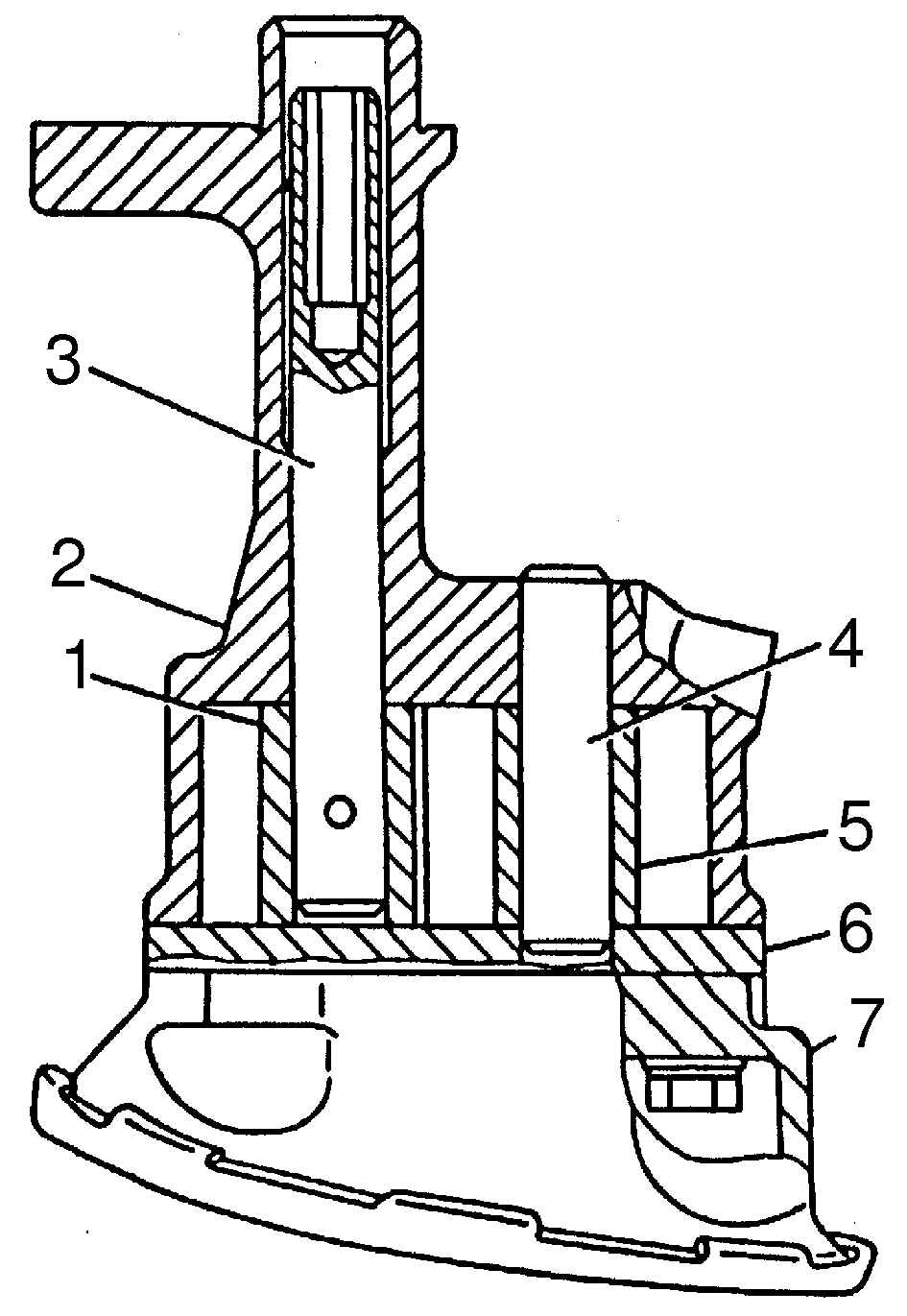
— отвернуть четыре болта, снять приемный патрубок 7 (см. рис. 4.124) и перегородку 6; — вынуть из корпуса ведомую шестерню 5 и валик 3 с ведущей шестерней 7 в сборе;
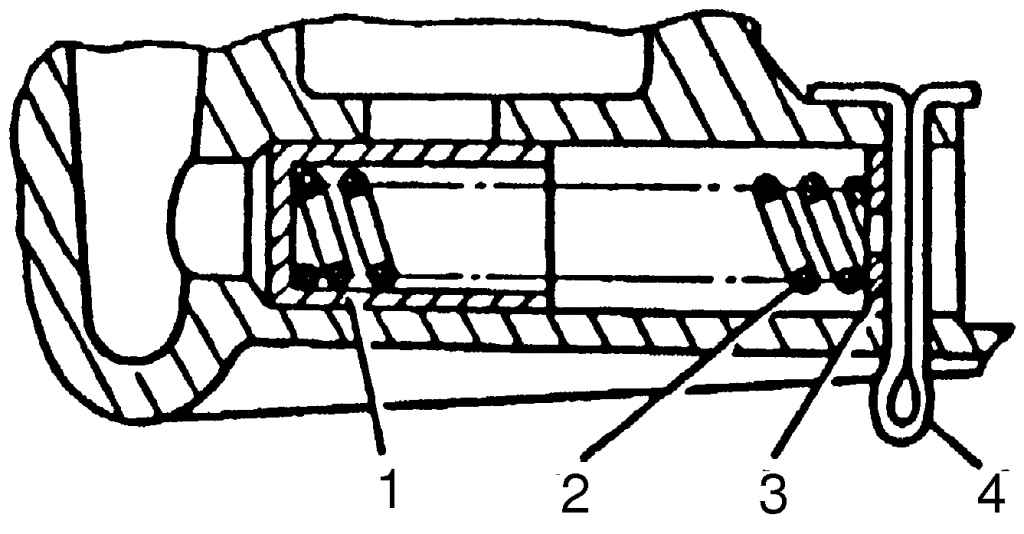
— вынуть шайбу 3 (см. рис. 4.125) пружину 2 и плунжер 7 редукционного клапана из приемного патрубка, предварительно сняв шплинт 4; — промыть детали и продуть сжатым воздухом. Для проверки работы редукционного клапана необходимо убедиться в том, что его плунжер перемещается в своем отверстии свободно, без заеданий, а пружина находится в исправном состоянии. Длина пружины в свободном состоянии должна быть 50 мм. Усилие на пружину при сжатии ее на 10 мм должно быть 46 Н (4,6 кгс). При ослаблении усилия пружину необходимо заменить. Если на плоскости перегородки масляного насоса обнаруживается выработка от шестерен, то необходимо прошлифовать ее до устранения следов выработки «как чисто». При больших износах корпуса насос следует заменить новым. Для сборки насоса, необходимо сделать следующее: - установить плунжер, пружину и шайбу редукционного клапана в отверстие в приемном патрубке и закрепить шплинтом, предварительно смазав плунжер маслом, применяемым для двигателя; - установить в корпус масляного насоса валик в сборе с ведущей шестерней и проверить легкость его вращения; — установить в корпус ведомую шестерню и проверить легкость вращения обеих шестерен; — установить перегородку, приемный патрубок и привернуть их к корпусу четырьмя болтами с шайбами моментом 14—18 Н·м (1,4—1,8 кгс·м); — установить сетку, каркас сетки и завальцевать усы каркаса на края приемника масляного насоса; — проверить давление, развиваемое насосом. Давление проверяется при определенном сопротивлении на выходе. Для этого на специальной установке к выходному патрубку насоса присоединяется жиклер диаметром 1,5 мм и длиной 5 мм. Насос с приемным патрубком и сеткой должен находиться в бачке, залитом смесью, состоящей из 90% керосина и 10% масла М8В или М-53/10-Г1. Уровень смеси в бачке должен быть на 20—30 мм ниже плоскости разъема корпуса и перегородки масляного насоса. Насос приводится во вращение от электромотора. При частоте вращения вала насоса 250 мин-1 давление, развиваемое насосом, должно быть не менее 120 кПа (1,2 кгс/см2), а при 750 мин-1 — от 400 до 500 кПа (от 4 до 5 кгс/см2). Система питания Ремонт системы питания аналогичен ремонту двигателей ЗМЗ-4025, ЗМЗ-4026, описанному выше в настоящем руководстве. Сборка двигателя Размеры сопрягаемых деталей, которые необходимо соблюдать при сборке двигателя и его узлов, приведены в табл. 4.15.
Дисбаланс вращающихся деталей и узлов, допустимый при сборке двигателя, указан в табл. 4.16. Таблица 4.16. Дисбаланс вращающихся деталей и узлов, допустимый при сборке двигателя
Подготовительные операции перед сборкой двигателей ЗМЗ-4061, ЗМЗ-4063 те же, что и перед сборкой двигателей ЗМЗ-4025, ЗМЗ-4026. Сборку двигателя необходимо производить в следующем порядке: — закрепить блок цилиндров на стенде, внимательно осмотреть зеркало цилиндров, при необходимости следует снять шабером неизношенный поясок над верхним компрессионным кольцом. Металл следует снимать вровень с изношенной поверхностью цилиндра; - вывернуть пробки масляных каналов и продуть все масляные каналы сжатым воздухом, завернуть пробки на место;
— протереть салфеткой постели под вкладыши в блоке и в крышке коренных подшипников; — установить в постели блока верхние (с канавками) вкладыши коренных подшипников, а в постели крышек — нижние (без канавок); - протереть вкладыши салфеткой и смазать их моторным маслом; — протереть салфеткой коренные и шатунные шейки коленчатого вала, смазать их чистым моторным маслом и установить вал в блок цилиндров; — смазать моторным маслом и установить полушайбы упорного подшипника: верхние — в проточки третьей коренной постели блока цилиндров (aнтифрикционным слоем к щеке коленчатого вала); нижние — вместе с крышкой третьего коренного подшипника. Усики полушайб должны зайти в пазы крышки; - установить крышки остальных опор на соответствующие коренные шейки, завернуть и затянуть болты крепления крышек коренных подшипников моментом 100—110 Н·м (10—11 кгс·м), предварительно смазав резьбу болтов моторным маслом; — провернуть коленчатый вал, вращение его должно быть свободным при небольшом усилии; - взять крышку с резиновым сальником заднего конца коленчатого вала, проверить пригодность сальника к дальнейшей работе. Если сальник имеет изношенные рабочие кромки или слабо охватывает фланец коленчатого вала, заменить его новым. Запрессовку сальника в крышку рекомендуется производить при помощи опpaвки; - заполнить на 2/3 полости между рабочей кромкой и пыльником сальника смазкой ЦИАТИМ-221, установить и закрепить крышку к блоку болтами моментом 12—18 Н·м (1,2—1,8 кгс·м). Центрирование крышки произвести с помощью оправки; - установить маховик на задний конец коленчатого вала таким образом, чтобы совместилось отверстие в маховике со штифтом; - установить шайбу болтов маховика, наживить и затянуть болты моментом 72—80 Н·м (7,2—8,0 кгс·м); - установить в маховик распорную втулку и запрессовать шариковый подшипник 80203АС9 с защитными шайбами. Произвести подсборку шатунно-поршневой группы. Подбор поршней к цилиндрам блока, а также поршневых пальцев к поршням и шатунам следует производить при температуре деталей (20±3)° C. Поршни по наружному диаметру и цилиндры по внутреннему диаметру сортируются на пять размерных групп (см. табл. 4.17). Таблица 4.17. Размерные группы поршней и цилиндров блока
В расточенные или новые цилиндры блока необходимо устанавливать поршни одинаковых с цилиндрами размерных групп.
Допускается подбор из соседних групп, при этом, как и при подборе поршней в работавшие цилиндры, подбор производится по усилию протягивания ленты-щупа толщиной 0,05 мм и шириной 10 мм. Лента-щуп закладывается между цилиндром и поршнем по всей высоте поршня и размещается в плоскости, перпендикулярной оси поршневого пальца по наибольшему диаметру поршня. Усилие на динамометре, соединенном с лентой-щупом (см. рис. 4.60) должно быть 35—45 Н (3,5—4,5 кгс). Маркировка поршней - буква, обозначающая группу, выбивается на днище поршня; - ремонтное увеличение обозначается надписью «406» (стандартный размер) или «406АР» (ремонтное увеличение 0,5), или «406БР» (ремонтное увеличение 1,0), отлитой на боковой стенке одной из бобышек под поршневой палец. Буква, обозначающая группу цилиндра, наносится краской на наружной поверхности блока, справа, против каждого цилиндра. Для удобства подбора пальцы, шатуны и поршни разделены на четыре размерные группы по мере уменьшения размера (табл. 4.18). Таблица 4.18. Размерные группы пальцев, поршней и шатунов
Маркировка пальцев и шатунов Пальцы и шатуны маркируются краской: палец — на внутренней поверхности, шатун — на стержне головки. Поршень — римскими цифрами (выбивкой) на днище или краской на весовой бобышке. Поршневой палец подбирается к шатуну, принадлежащему к той же или соседней группе, с зазором от 0,0045 до 0,0095 мм.
При подборе поршневой палец должен входить плотно, но без заеданий в отверстие верхней головки шатуна под усилием большого пальца руки (см. рис. 4.61). Поршневой палец должен быть слегка смазан моторным маслом. Так как линейное расширение материала поршня примерно в 2 раза больше, чем материала пальца, то при нормальной комнатной температуре палец входит в отверстие бобышек поршня с натягом. Размерные группы поршня и пальца должны совпадать. Поршень в комплекте с поршневым пальцем, поршневыми кольцами и шатуном в сборе должны контролироваться по массе. Разница комплектов по массе на один двигатель не должна превышать 10 г. После подборки поршней и поршневых пальцев необходимо продолжить подсборку шатунно-поршневой группы в следующим порядке:
- очистить днища поршней и канавки для поршневых колец от нагара (см. рис. 4.59); - запрессовать поршневой палец в поршень и шатун с помощью приспособления (см. рис. 4.60). При этом поршень нагреть до температуры 60—80° С (запрессовка пальца в холодный поршень может привести к порче поверхности отверстий в бобышках поршня, а также к деформации самого поршня). Шатуны и поршни перед сборкой с поршневым пальцем должны быть сориентированы следующим образом: стрелка на днище поршня (или надпись «ПЕРЕД», расположенная на наружной стороне бобышки под палец), уступ на боковой поверхности крышки шатуна и выступ на кривошипной головке шатуна должны быть направлены в одну сторону;
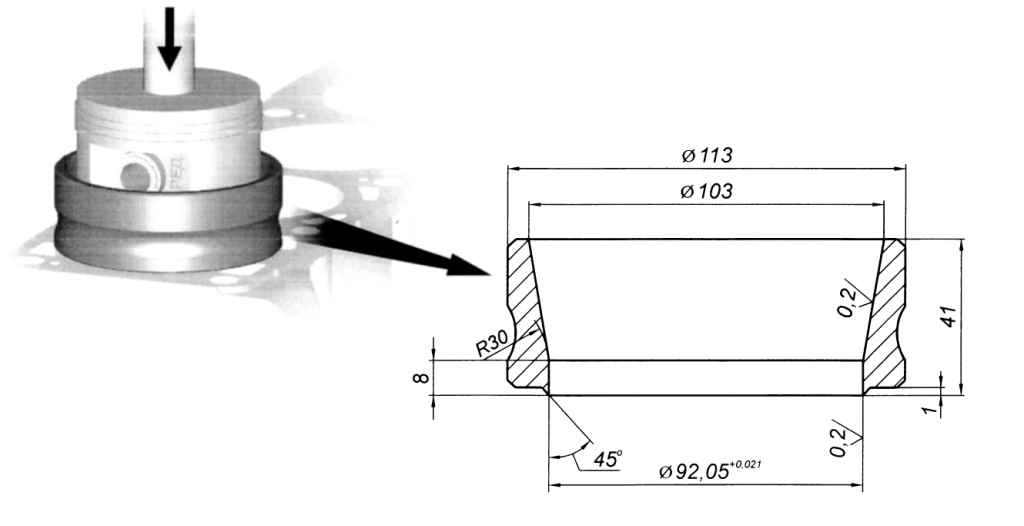
- подобрать по цилиндрам поршневые кольца. Тепловой зазор, замеренный в замках колец, помещенных в цилиндр (см. рис. 4.63), должен быть 0,3—0,6 мм у компрессионных колец и 0,5—1,0 мм — у стальных дисков маслосъемных колец. В изношенных цилиндрах наименьший зазор делать 0,3 мм — у компрессионных колец и 0,5 мм — у стальных дисков маслосъемных колец;
- проверить щупом зазор между кольцами и стенкой поршневой канавки (см. рис. 4.64). Проверку произвести по окружности поршня в нескольких точках. Величина зазора должна быть для верхнего и нижнего компрессионных колец в пределах 0,050—0,087 мм, для сборного маслосъемного кольца — 0,115—0,365 мм;
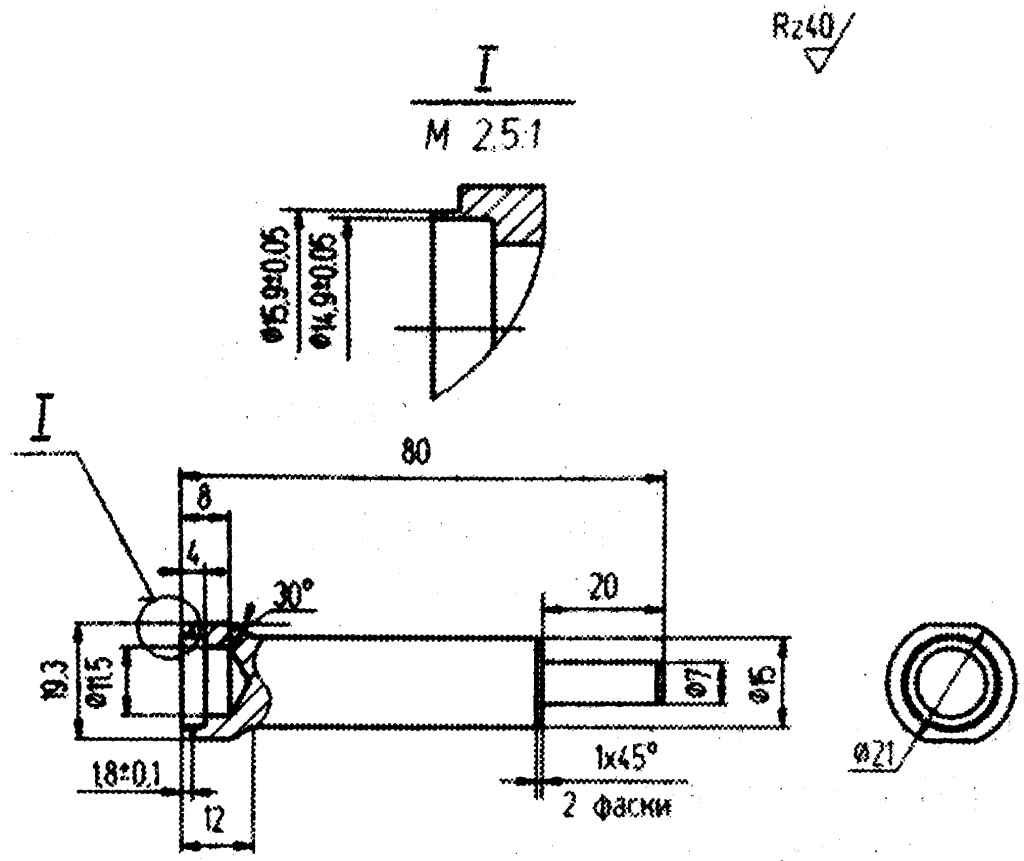
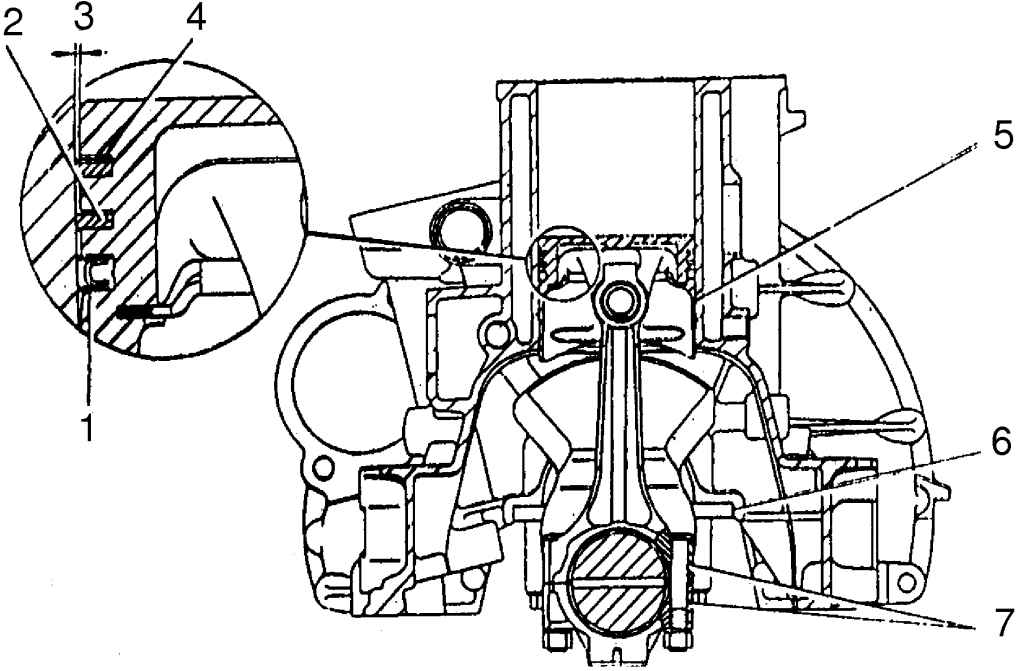
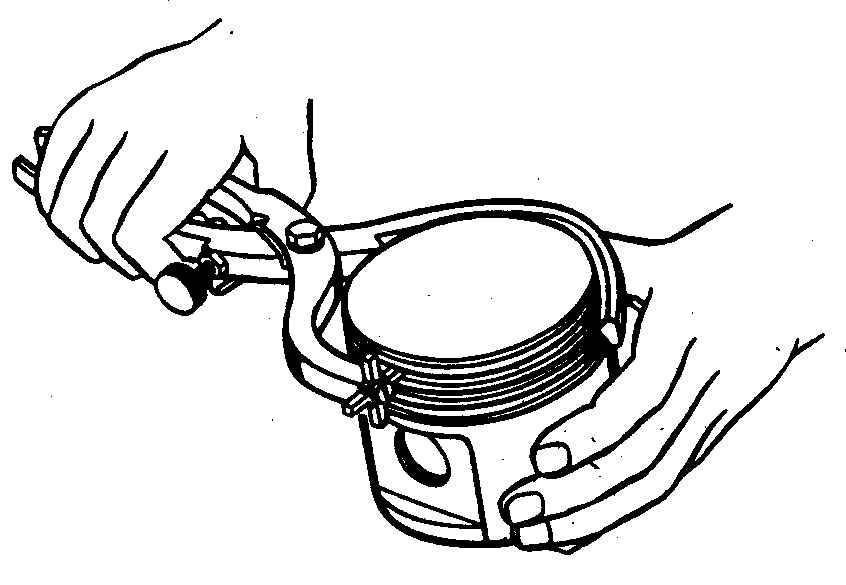
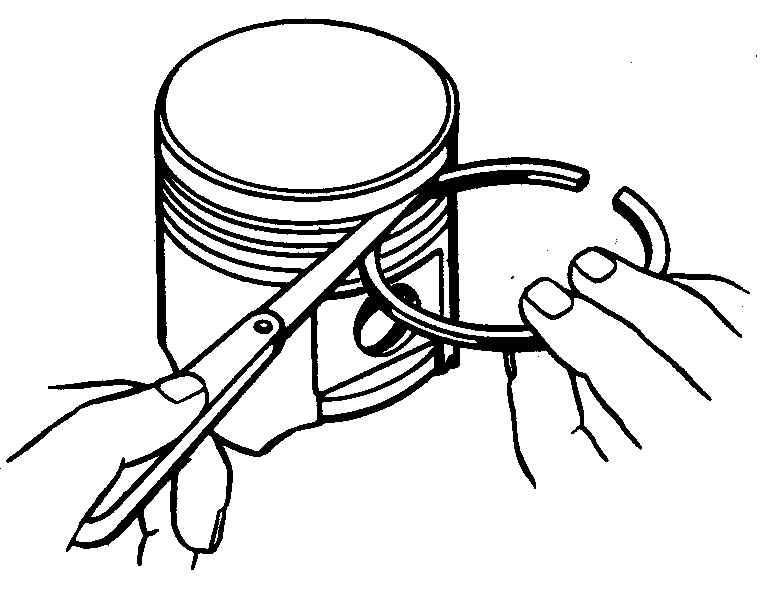
- надеть с помощью приспособления поршневые кольца на поршень. Нижнее компрессионное кольцо ставить внутренней выточкой вверх к донышку поршня (см. рис. 4.4). Кольца в канавках должны свободно перемещаться; - вставить поршни в цилиндры следующим образом: - сориентировать шатунно-поршневую группу таким образом, чтобы стрелка на днище поршня (или надпись «ПЕРЕД» на бобышке) была обращена вперед; - протереть салфеткой постели шатунов и их крышек, протереть и вставить в них вкладыши; - повернуть коленчатый вал так, чтобы кривошипы первого и четвертого цилиндров заняли положение, соответствующее НМТ; - смазать вкладыши, поршень, шатунную шейку вала и первый цилиндр чистым моторным маслом; - развести замки компрессионных колец под углом 180° друг к другу, замки дисков маслосъемного кольца также под углом 180° друг к другу и на 90° по отношению к замкам компрессионных колец. Замок двухфункционального расширителя установить при этом под углом 45° к замку одного из кольцевых дисков; - надеть на болты шатунов предохранительные латунные наконечники, сжать кольца обжимкой или пользуясь оправкой для установки в цилиндр поршня;
- вставить поршень в цилиндр (см. рис. 4.65). Перед установкой поршня следует еще раз убедиться, что номера, выбитые на шатуне и его крышке, соответствуют порядковому номеру цилиндра, проверить правильность положения поршня и шатуна в цилиндре; - подтянуть шатун за кривошипную головку к шатунной шейке, снять с болтов латунные наконечники, надеть крышку шатуна. Крышку шатуна следует ставить так, чтобы номера, выбитые на крышке и шатуне, были обращены в одну сторону. Завернуть гайки динамометрическим ключом моментом 68—75 Н·м (6,8—7,5 кгс·м); - вставить в таком же порядке поршень четвертого цилиндра; - повернуть коленчатый вал на 180° и вставить поршни второго и третьего цилиндров; - повернуть несколько раз коленчатый вал, который должен вращаться легко от небольшого усилия; - установить держатель масляного насоса и масляный насос на блок и закрепить их; - смазать моторным маслом втулки промежуточного вала, установить шпонку в паз на хвостовике промежуточного вала и установить вал в блок цилиндров до выхода хвостовика; - установить шестерню привода масляного насоса с гайкой на хвостовик промежуточного вала и завернуть гайку шестерни; - установить и закрепить фланец промежуточного вала, при этом меньший диаметр отверстия на фланце должен прилегать к блоку; - смазать моторным маслом валик с ведомой шестерней привода масляного насоса и вставить его в отверстие в блоке до входа в зацепление шестерен привода масляного насоса; - в отверстие втулки валика вставить шестигранный валик привода масляного насоса; - установить прокладку и крышку привода масляного насоса, закрепить крышку; - установить приводы распределительных валов в следующем порядке:
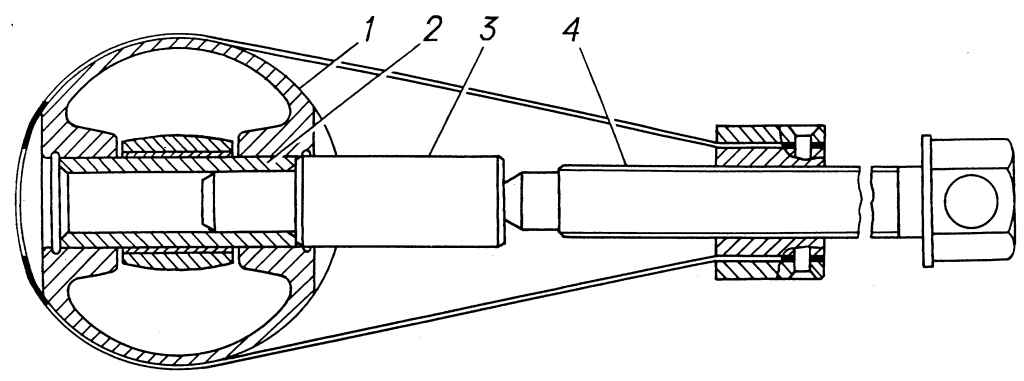
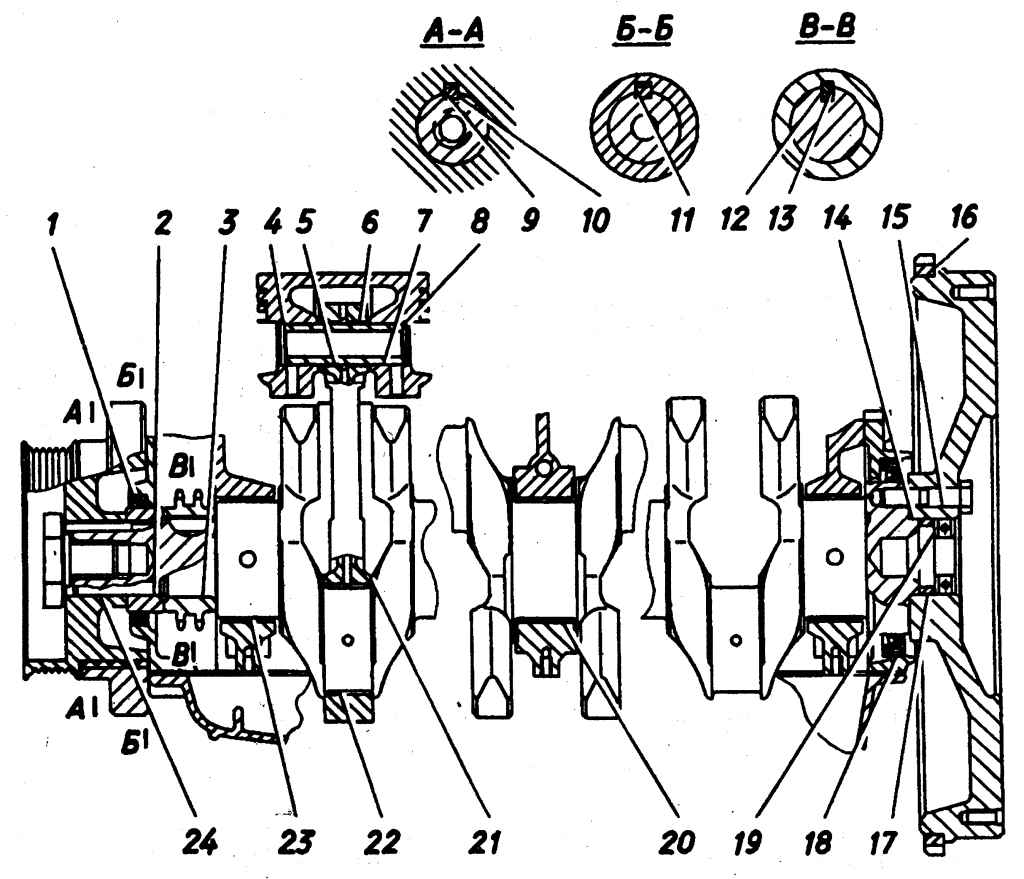
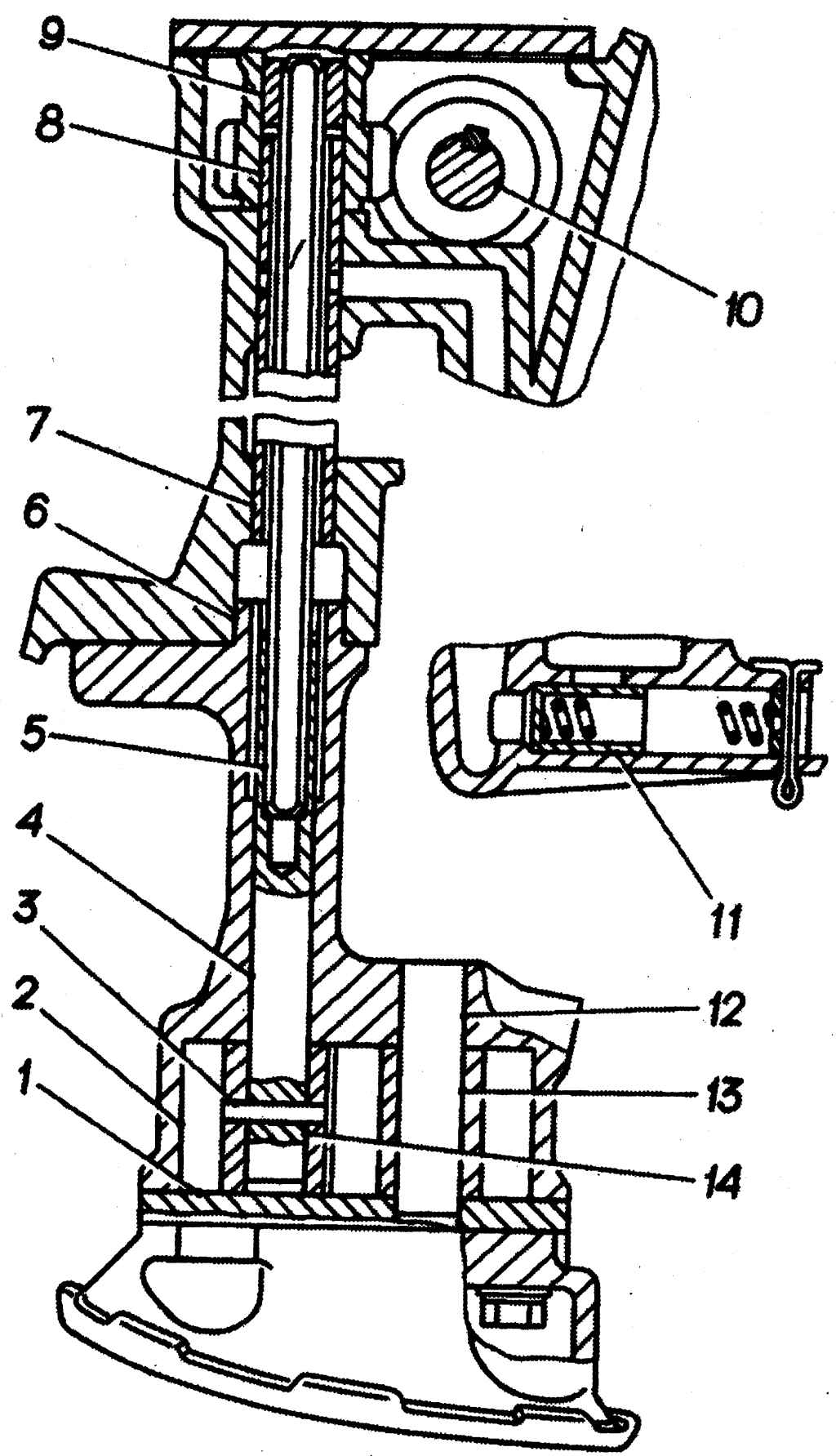
- напрессовать звездочку 6 (см. рис. 4.116) на хвостовик коленчатого вала; - установить резиновое уплотнительное кольцо 12 и втулку 5 большой внутренней фаской к уплотнительному кольцу на хвостовик коленчатого вала; - установить шпонку шкива коленчатого вала в шпоночный паз;
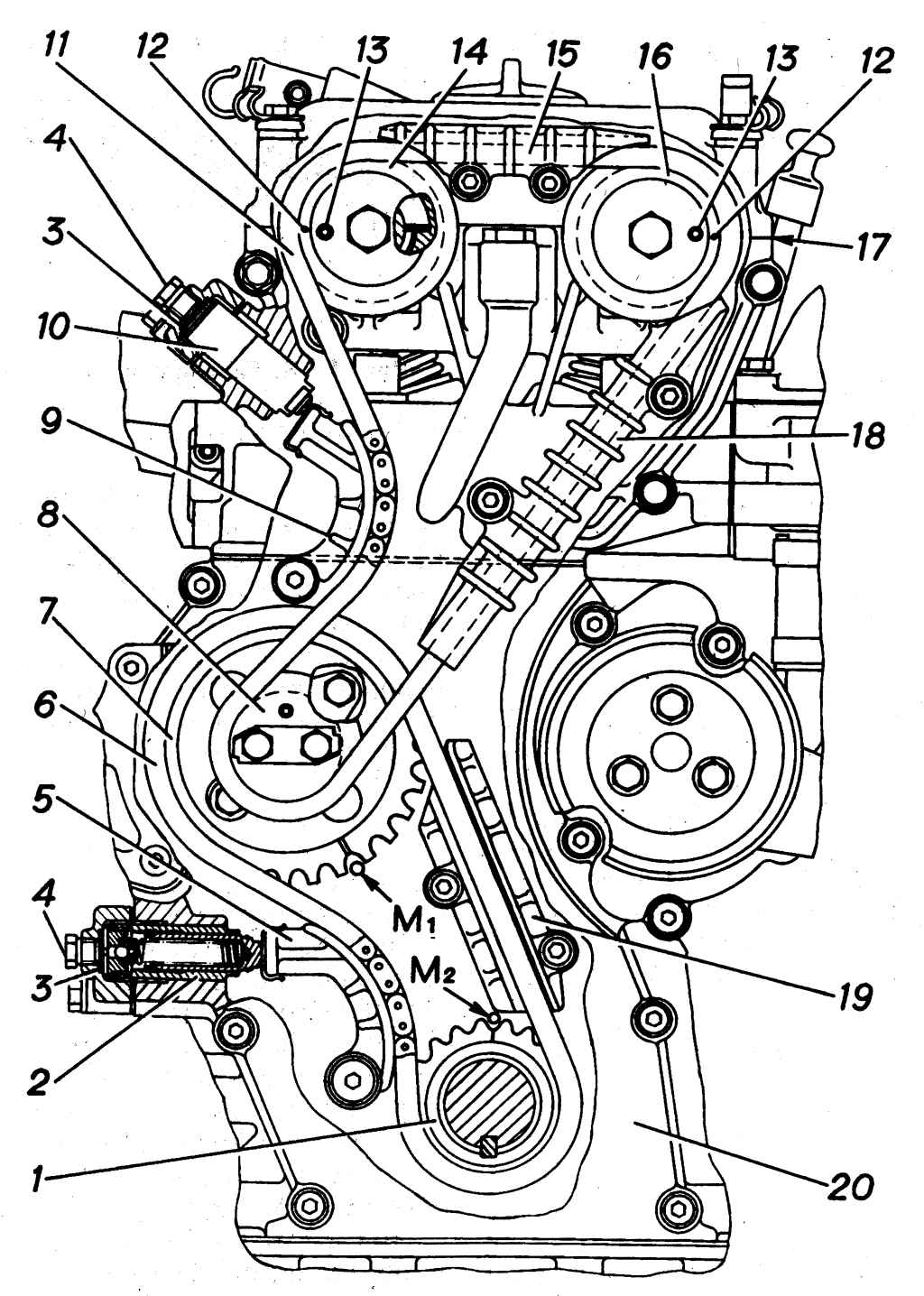
- повернуть коленчатый вал двигателя до совпадения метки на звездочке коленчатого вала с меткой «М2» на блоке цилиндров (см. рис. 4.118), что будет соответствовать положению поршня первого цилиндра в ВМТ. При этом метка на блоке цилиндров должна быть расположена симметрично относительно оси впадины зубьев звездочки; - установить нижний успокоитель цепи 19, не закручивая болты крепления окончательно; - надеть цепь 6 на ведомую звездочку 7 (число зубьев — 38) промежуточного вала и на звездочку 1 коленчатого вала двигателя. Установить звездочку с цепью на промежуточный вал, при этом метка на ведомой звездочке промежуточного вала должна совпасть с меткой «M1» на блоке цилиндров, а ведущая ветвь цепи, проходящая через успокоитель, должна быть натянута; - установить ведущую звездочку 8 (число зубьев — 19) промежуточного вала и закрепить звездочки на промежуточном валу болтами. Стопорную пластину отогнуть на грани болтов; - установить башмак 5 гидронатяжителя цепи первой ступени (нижней цепи) привода распределительных валов; - нажимая на башмак гидронатяжителя, натянуть цепь, проверить правильность установки звездочек по меткам и окончательно закрепить нижний успокоитель 19. После установки цепи привода промежуточного вала не допускается вращение коленчатого вала до момента установки цепи привода распределительных валов и гидронатяжителей; - установить башмак 9 гидронатяжителя цепи второй ступени (верхней цепи) привода распределительных валов; - надеть на ведущую звездочку 8 промежуточного вала цепь 11 второй ступени привода распределительных валов; - взять крышку цепи с резиновым сальником, проверить пригодность сальника к дальнейшей работе. Если сальник имеет изношенные рабочие кромки или слабо охватывает втулку коленчатого вала, заменить его новым. Запрессовку сальника в крышку рекомендуется производить при помощи оправки; - заполнить на 2/3 полость между рабочей кромкой и пыльником сальника смазкой ЦИАТИМ1-221; - удерживая цепь второй ступени от соскакивания со звездочки промежуточного вала, установить и закрепить крышку цепи и одновременно кронштейн генератора, затянуть винты моментом 22—27 Н·м (2,2—2,7 кгс·м); - установить и закрепить насос охлаждающей жидкости на крышке цепи, затянув болт крепления насоса к крышке цепи моментом 22—27 Н·м (2,2—2,7 кгс·м); - смазать моторным маслом отверстие под гидронатяжитель в крышке цепи и установить собранный гидронатяжитель 2 до касания в упор башмака, но не нажимать, с целью исключения срабатывания фиксатора гидронатяжителя; - установить в крышку гидронатяжителя шумоизоляционную резиновую шайбу 3; - закрыть крышкой гидронатяжитель и закрепить ее двумя болтами; - нажать оправкой через отверстие в крышке гидронатяжителя на гидронатяжитель, перемещая его до упора, затем отпустить, при этом запорное кольцо на плунжере выйдет из зацепления с корпусом гидронатяжителя и даст возможность плунжеру и корпусу перемещаться под действием пружины. Корпус переместится до упора на шайбу в крышке, а цепь через башмак будет натянута; - завернуть пробку 4 в крышку гидронатяжителя; - установить на патрубок насоса охлаждающей жидкости шланг, соединяющий патрубок насоса с патрубком корпуса термостата; - нанести на горизонтальный торец крышки цепи и стык крышки цепи с блоком цилиндров тонкий слой клея-герметика Эластосил 137-83; - установить прокладку головки блока цилиндров на направляющие втулки блока и также нанести клей-герметик Эластосил 137-83 на поверхность прокладки, находящейся над крышкой цепи;
- установить подсобранную головку блока цилиндров на блок и затянуть болты крепления головки в два этапа — предварительная затяжка с моментом 40—60 Нм (4—6 кгс·м) и окончательная — 130—145 Н·м (13,0—14,5 кгс·м). Последовательность затяжки болтов крепления головки цилиндров указана на pис. 4.34. Резьбу болтов перед установкой смазать маслом; - отвернуть болты и снять крышки распределительных валов, протереть салфеткой постели под распределительные валы в головке и в крышках; - смазать моторным маслом, применяемым для двигателя, отверстия головке под гидротолкатели и установить гидротолкатели в головку блока цилиндров. При ремонте двигателя без замены гидротолкателей устанавливать их в соответствии с маркировкой, нанесенной на них при разборке, при выходе гидротолкателя из строя он подлежит замене, так как не ремонтируется. Вынимать гидротолкатели необходимо присоской или магнитом; - установить распределительные валы на головку блока цилиндров, предварительно смазав постели в головке, кулачки и опорные шейки распределительных валов моторным маслом. Распределительный вал впускных клапанов устанавливается штифтом звездочки вверх, а распределительный вал выпускных клапанов — штифтом звездочки вправо. За счет углового расположения кулачков данные положения распределительных валов являются устойчивыми; - установить переднюю крышку распределительных валов с установленными в ней упорными фланцами на установочные втулки, при этом за счет продольного перемещения распределительных валов обеспечить установку упорных фланцев в канавки; - установить крышки № 3 и № 7 распределительных валов и предварительно затянуть болты крепления крышек до соприкасания поверхности крышек с верхней плоскостью головки цилиндров; - установить все остальные крышки в соответствии с маркировкой и затянуть предварительно болты крепления крышек; - окончательно затянуть болты крепления крышек распределительных валов моментом 19—23 Н·м (1,9—2,3 кгс·м); - смазать все кулачки распределительных валов моторным маслом и проверить вращение каждого распределительного вала в опорах, для чего провернуть распределительный вал ключом за специальный четырехгранник на распределительном валу до положения полного сжатия пружин клапанов одного из цилиндров. При дальнейшем провороте распределительный вал должен самостоятельно провернуться под действием клапанных пружин до положения касания следующих кулачков с толкателями; - проверить легкость вращения распределительных валов и затем поворотом соориентировать их так, чтобы установочные штифты 13 (см. рис. 4.118) под звездочки располагались ориентировочно горизонтально и были направлены в разные стороны. Данные положения распределительных валов являются устойчивыми и обеспечиваются угловым расположением кулачков; - начать прoвeркy установки углового положения распределительных валов с вала выпускных клапанов. Для этого, накинув на звездочку 16 приводную цепь, установить звездочку на фланец и штифт распределительного вала, при этом для совпадения штифта и отверстия на звездочке повернуть распределительный вал за четырехгранник по часовой стрелке. Поворотом распределительного вала против часовой стрелки натянуть ведущую ветвь цепи, при этом метка 12 на звездочке должна совпасть с верхней плоскостью головки цилиндров 17. Нельзя допускать поворота коленчатого вала; - для угловой установки распределительного вала выпускных клапанов накинуть на звездочку 14 приводную цепь, установить звездочку на фланец и штифт распределительного вала при слегка провисшей ветви цепи между звездочками. Поворотом распределительного вала против часовой стрелки натянуть цепь, при этом метка 12 на звездочке должна совпасть с верхней плоскостью головки цилиндров; - вставить в гнездо звездочки распределительного вала впускных клапанов эксцентрик привода топливного насоса; - установить и затянуть моментом 46—74 Н·м (4,6—7,4 кгс·м) болты крепления звездочек (и эксцентрика на распределительном валу впускных клапанов), удерживая распределительные валы от проворачивания ключом за четырехгранник; - установить гидронатяжитель 10 верхней цепи привода распределительных валов аналогично установке гидронатяжителя цепи нижней цепи; - установить средний 18 и верхний 15 успокоители цепи, не заворачивая болты крепления окончательно; - натянуть рабочие ветви цепи второй ступени поворотом коленчатого вала двигателя по ходу вращения и окончательно закрепить средний и верхний успокоители цепи; - установить шкив на хвостовик коленчатого вала до упора и ввернуть болт моментом 104—128 Н·м (10,4— 12,8 кгс·м); - произвести контроль установки распределительных валов по окончании сборки. Для этого провернуть коленчатый вал двигателя по ходу вращения на два оборота до совпадения метки на демпфере коленчатого вала с меткой на крышке цепи. При этом метки на звездочках распределительных валов должны совпасть с верхней плоскостью головки цилиндров; - при ремонте двигателя, связанном со снятием распределительных валов, головки цилиндров и звездочек на промежуточном валу, установку привода распределительных валов при сборке производить, как указано выше; - в случае, если при ремонте не снимаются звездочки промежуточного вала и крышка цепи, то перед разборкой необходимо установить поршень 1-го цилиндра в положение ВМТ на такте сжатия, при этом риска на шкиве коленчатого вала должна совпасть с выступом на крышке цепи, а метки на звездочках распределительных валов должны быть расположены горизонтально, направлены в разные стороны и совпадать с верхней плоскостью готовки цилиндров. После снятия распределительных валов и головки цилиндров поворот коленчатого вала может быть только с возвратом в исходное положение или на 2 оборота. Поворот коленчатого вала на 1 оборот даже при совпадении меток на шкиве и крышке цепи приведет к неправильной установке фаз газораспределения. При неправильной установке распределительных валов и звездочек метки на звездочках не будут совпадать с верхней плоскостью головки цилиндров. В этом случае необходимо снять звездочки, провернуть коленчатый вал по ходу вращения на 1 оборот и повторить установку звездочек, как указано выше; - установить и закрепить шкив насоса охлаждающей жидкости; - собрать переднюю крышку головки цилиндров с промежуточным рычагом привода топливного насоса и пружиной; - установить и закрепить переднюю крышку головки блока цилиндров; - установить патрубок корпуса термостата в шланг на патрубке насоса охлаждающей жидкости и закрепить корпус термостата на головке цилиндров, затянуть хомуты шланга; - установить выпускной коллектор, кронштейн для подъема двигателя и скобу трубки забора воды на шпильки выпускного коллектора, наживить и затянуть гайки крепления; - запрессовать трубку стержневого указателя уровня масла и установить указатель; - установить и закрепить крышку клапанов; - установить и закрепить верхний кронштейн генератора и одновременно кронштейн для подъема двигателя передний; - установить и закрепить натяжной ролик; - установить и закрепить впускную трубу; - смазать стыки нижнего фланца блока цилиндров с крышкой цепи и с задней крышкой клеем-герметиком Эластосил 137-83 или пастой УН-25; - установить на нижний фланец блока цилиндров прокладку поддона масляного картера; - установить и закрепить поддон масляного картера и усилитель картера сцепления; - установить и закрепить ведомый и нажимной диски сцепления, центрируя ведомый диск с помощью оправки; - поставить детали и агрегаты двигателя, (см. «Разборка двигателя»), соблюдая обратную последовательность; - снять двигатель со стенда, установить и прикрепить картер сцепления к блоку цилиндров; - смазать и надеть на переднюю крышку коробки передач муфту выключения сцепления в сборе с подшипником; - поставить и закрепить коробку передач; - поставить вилку выключения сцепления. Установка двигателя на автомобиль Установка двигателя на автомобиль производится в последовательности, обратной его снятию. Кривошипно-шатунный механизм | Описание курса | Органы управления и приборы |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||